Filter Cones


John Crane’s Seebach® filter cones are cone-shaped filter elements which are mainly used in the fields of oil and gas, in the pharmaceutical and food industries (e.g. grinding cones and grater cones).
×
Recommended for You
Features
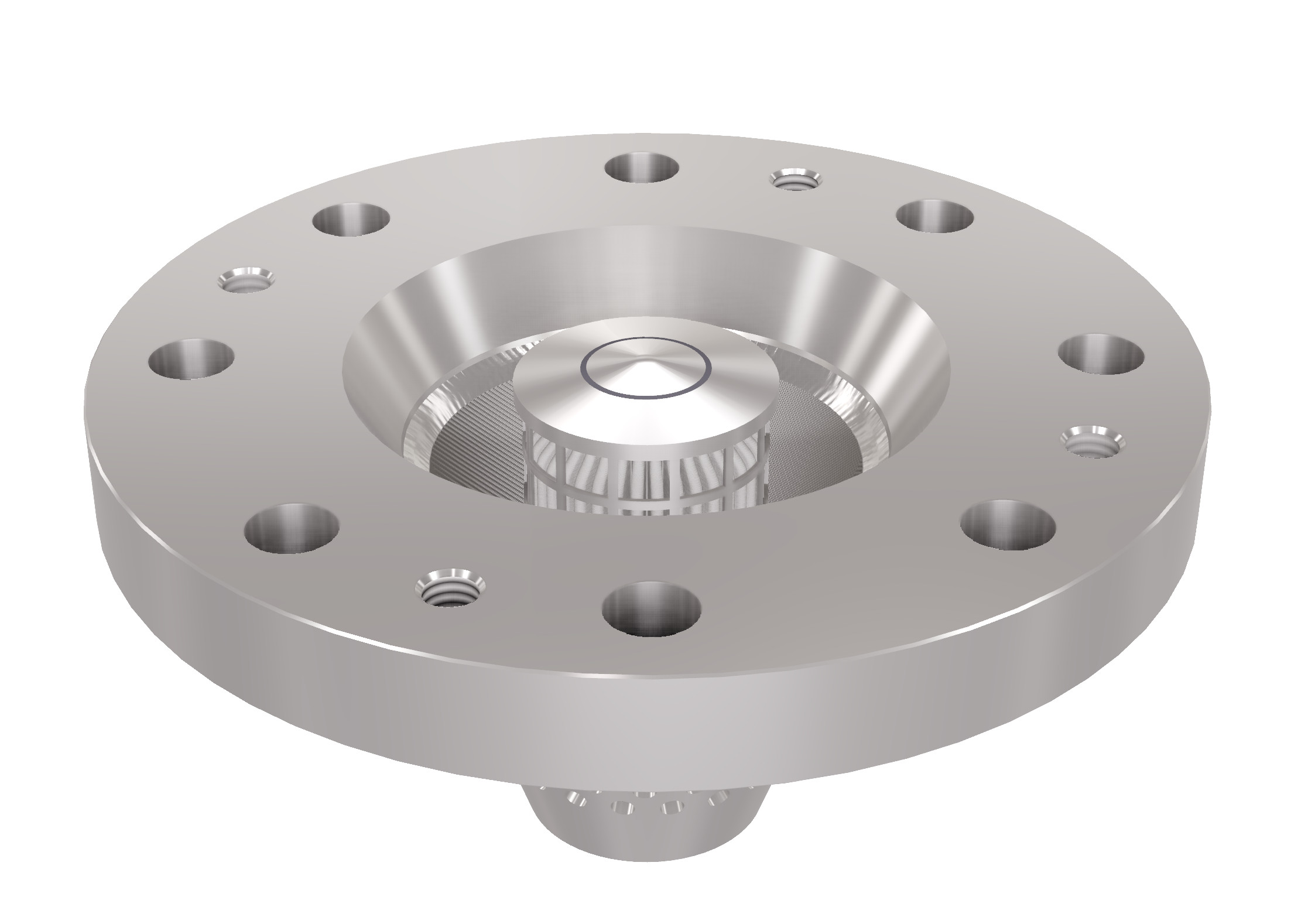
| ID | 10894 |
| Type | Filter cones |
| Execution | pleated |
| Joining method | Welded |
| Filter medium | sintered metal fibre |
| Outer diameter | 220 mm |
| Filter rating | 75 µm |
| Material | stainless steel AISI 316 |
| Max. differential pressure | - |
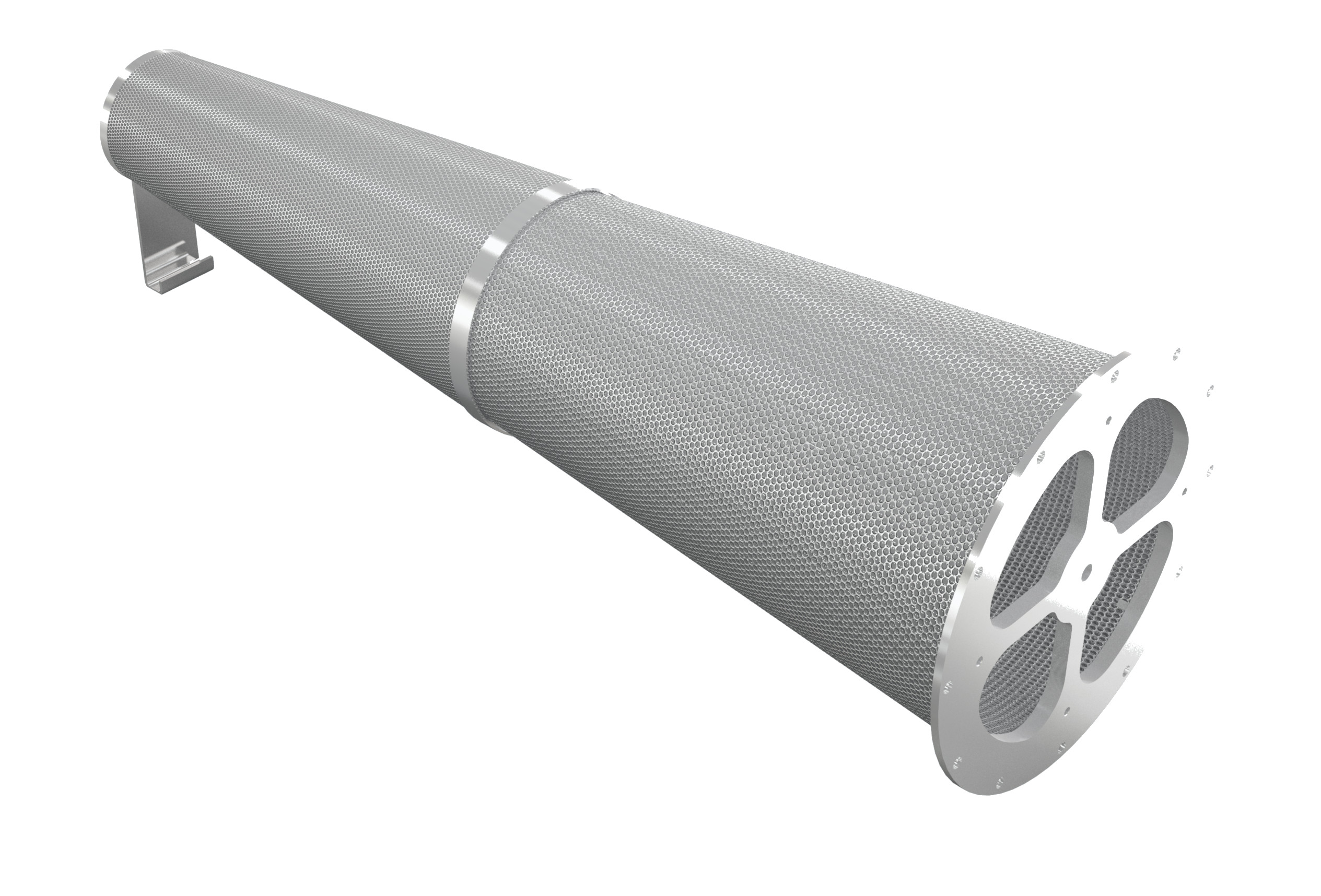
| ID | 10443 |
| Type | Filter cones |
| Execution | Pleated |
| Joining method | Welded/glued |
| Filter medium | Wire mesh |
| Outer diameter | 540 mm |
| Filter rating | 30 µm |
| Material | stainless steel AISI 304 |
| Max. differential pressure | 5 bar |
Parameters
- Other
- Varying open angle, hole shape and size, and adaptor flange design
Recommended Applications
- Food and beverage production
- Pharmaceutical manufacture